3.2混并的工藝試驗
3.2.1 牽伸分配的試驗見表2
.bmp)
在總牽伸倍數(shù)不變的情況下�,混一加大了后區(qū)牽伸倍數(shù),混二�、混三分別減少了后區(qū)牽伸倍數(shù)���,集中了前區(qū)牽伸倍數(shù)����,棉條的結雜粒數(shù)下降了40%左右���。
滌生條經(jīng)過預并棉條內在結構得到改善��,纖維平行度得到提高����,經(jīng)混一與純棉生條混合后�,其中棉纖維是產生棉結的主體����。在經(jīng)過梳棉機后棉條中的纖維結構亂定向差����,纖維在錫林表面被道夫剝離過程中形成了大量的彎鉤,經(jīng)測試�����,生條中彎鉤的分部一般是后彎鉤約占50%以上�,前彎鉤約20%,兩端及其它彎鉤約占30%��,當進入頭道并條時條子換向成前彎鉤的纖維所占的比重大�,根據(jù)條子這種纖維結構的機理分析,并條的牽伸比大前彎鉤纖維移距偏差就大���,則前彎鉤將產生負效應�����,容易成棉結�����。因此���,我們將混一的牽伸比由原2.83降低到2.53倍,有利于纖維的伸直平行�,大大改善了條子的纖維結構,棉條的結雜粒數(shù)由13降到10粒��,減少了23%���?���;於谷霔l子中彎鉤纖維占比例大的是后彎鉤����,根據(jù)方差加法定理分析,二并后區(qū)牽伸采用有效牽伸倍數(shù)����,常常造成附加不勻,采用集中前區(qū)牽伸可以消除后區(qū)牽伸波����,使后彎鉤纖維有效地拉伸�,從而減少棉結的產生��,為此����,我們將前區(qū)牽伸由5.63加大到6.47倍,棉結由20粒降到11粒��,下降了45%�。同樣三并仍采用集中前區(qū)牽伸的工藝,以進一步提高纖維的平行伸直度��。前區(qū)牽伸由6.53加大到7.04倍�����,棉條的棉結下降了17粒��,效果更顯著��。并條牽伸工序其中的一個目的是使纖維伸直平行消除末端彎鉤�,不但可提高條干的水平,并可減少棉結的產生���。
3.2.2 并條壓力棒調節(jié)環(huán)直徑與棉結
在A272F型并條機上采用的是壓力棒曲線牽伸���,壓力棒在牽伸區(qū)起強控制纖維的作用�,有利于提高棉條干質量���,壓力棒對纖維的控制強度取決于其調節(jié)環(huán)的直徑大小,直徑小控制力強����。但滌綸纖維蓬松性較大,控制力強弱是否對棉結的產生有應響���,為此我們對壓力棒調節(jié)環(huán)的直徑大小規(guī)格做了三種試驗����,見表3��。
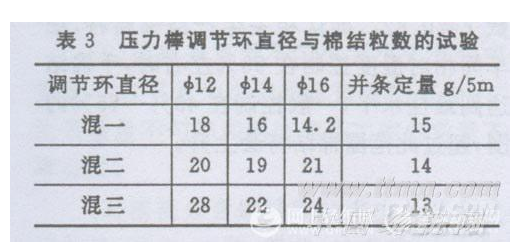
上述試驗表明棉結粒數(shù)隨壓力棒調節(jié)環(huán)直徑的增大而降低�����,混一并條效果最好�,即壓力棒控制作用過強,易產生棉結��。由此使我們對滌棉產品的壓力棒調節(jié)環(huán)規(guī)格的選擇有了新認識,在考慮棉條條干水平的同時還要關注棉結粒數(shù)�。實際選取的工藝見表4。
<<上一頁[1][2][3]下一頁>>
 您所在的位置:
您所在的位置:














編.gif)
